







概述:
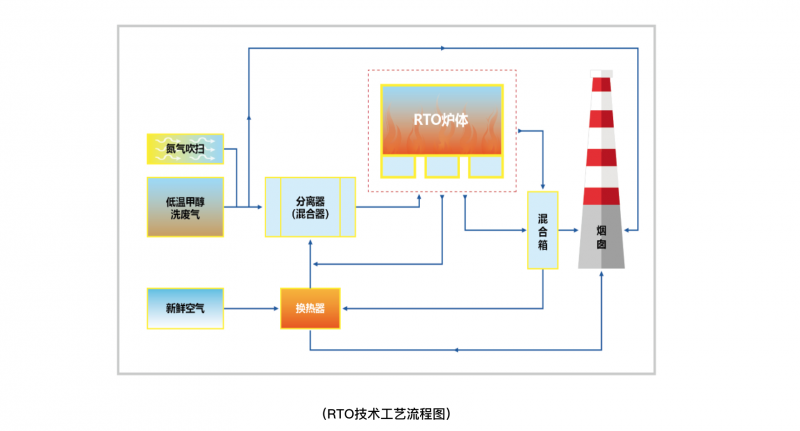
公司针对vocs排放种类繁多、组成复杂、行业众多、排放源小而分散的特点,采用rto、rco、co、活性炭吸附等不同的技术进行治理。其中,公司开发的国内领先的rto技术,采用rto装置处理低温甲醇洗工段尾气,使尾气排放满足相关行业标准的排放要求,并建有余热回收装置对rto产生的废热进行综合利用,并通过伊犁新天煤化工rto项目的实施,进一步实现了技术优化。公司先后完成了精细化工、印刷、危废等行业的vocs治理项目,同时还积极与高校产学研合作,研制具有行业针对性的vocs治理技术,涵盖医药、冶金、印染等领域
优势:
1.稳定达标排放。可稳定达到《石油化学工业污染物排放标准》(gb31571-2015)特别排放限值或《制药工业大气污染物排放标准》(gb37823-2019)或更严格的地方标准。
2.安全性高。在废气管道上布置lel在线检测仪,在线监测可燃物浓度,保证入炉的可燃物浓度不超过25%lel。通过控制系统,自动调节燃烧室温度稳定在设定值范围内。通过变频器调节风量来控制压力稳定。
3.可余热回收。对于较高热值的有机废气可实现余热回收。
4.适用范围广。适应的可燃物浓度和风量范围大(30%-110%)。
5.低能耗。热回收效率高,在较低可燃物浓度下即可实现热量自平衡,无需额外燃料供给。
6.使用寿命长。设备整体使用寿命20年。
7.运维量小。系统自动运行,只需每半年一次的简单维保。

 官方公众号
官方公众号 官方小程序
官方小程序

发表用户评论,可得5积分,积分可兑换“100元天猫卡”等实物好礼;更有机会成为“星级评价官”,享受专属权益,快来积极参与吧!
共0条