


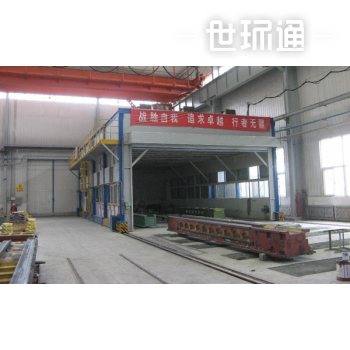

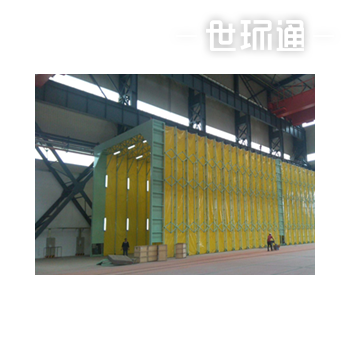



伸缩喷漆室特别适合机床、矿山机械、煤矿机械等重型钢结构喷涂的行业,由于工件比较重大,需要行车、起重机来辅助完成工件的运输、翻转等动作,不适合频繁操作,因此喷涂时采用工件不动而喷漆室移动的方式非常适合。移动喷漆室配套废气预处理系统设施、活性炭/沸石转轮+催化氧化/蓄热氧化等组合工艺,实现漆雾废气达标排放!
工艺流程说明
干式喷漆室基本原理
喷漆室采用干式结构,由室体、送风系统、排风系统和平台、室体移动装置、底部漆雾处理装置、活性炭吸附热脱附再生催化燃烧系统及电气控制系统等组成。
工作原理:车间外部空气经送风系统二级过滤后,由送管路送至室体静压室内 ,再经过顶部过滤棉三级过滤净化后,进入喷漆区内,喷漆时空气采用全降式,向下流动使喷漆室工作区内成微负压,喷漆后的漆雾微粒不能在空气中停留,而直接进入底层过滤装置滤去喷漆过程中产生的有害漆雾微粒,出来的低浓度废气经过有机废气处理装置处理后通过排风机高空达标排放。
根据工件规格种类的特点,生产线上涂装工位综合按一定长度宽度考虑(例如:40m*8m),设计一个长22m宽8.5m的室体,均分为2个分工位(模段),每个分工位长度22m。移动喷漆室体设计长度22m,其有效作业长度20m,等于分工位长度。移动室体可沿车体长度方向移动,即可通过移动的方式形成1、2两个可独立满足涂装作业的封闭工位式分涂装作业区,1、2两个分涂装作业区连续起来,即相当于形成了一个大的涂装作业空间,覆盖整个喷漆生产线,满足44m长工作区域的喷漆生产要求。特别是对于长度小于等于20m的工件本室体可完全形成封闭作业空间,一个工位完成喷漆作业。
工作时,工件按生产线节拍吊装至涂装工位,移动喷漆室移动至待喷区工位,形成一个封闭的喷漆作业环境工位,从而完成该工位的喷漆作业。完成该工位的喷漆工作后,移动喷漆室至下一工位完成相应的喷漆工作。

 官方公众号
官方公众号 官方小程序
官方小程序
发表用户评论,可得5积分,积分可兑换“100元天猫卡”等实物好礼;更有机会成为“星级评价官”,享受专属权益,快来积极参与吧!
共0条