





详细介绍
手表热收缩包装机工艺流程
1、 首先对机器设定好加热时间
2、 按下手动者自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、 烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、 定时结束,烘箱汽缸电磁阀断电。
5、 依据工作方式标志位,决定是否继续下一个工作流程。
1、*中文触摸屏控制,操作更简单;
2、产品包装,打印日期一次完成。节省时间,节省成本;
3、优化构造设计,拆装,清洗更方便;
4、横、纵封温度独立控制,更好适应各种包材;
5、智能设计,无下料时,不包空装;
折叠编辑本段包装方式
安装须知
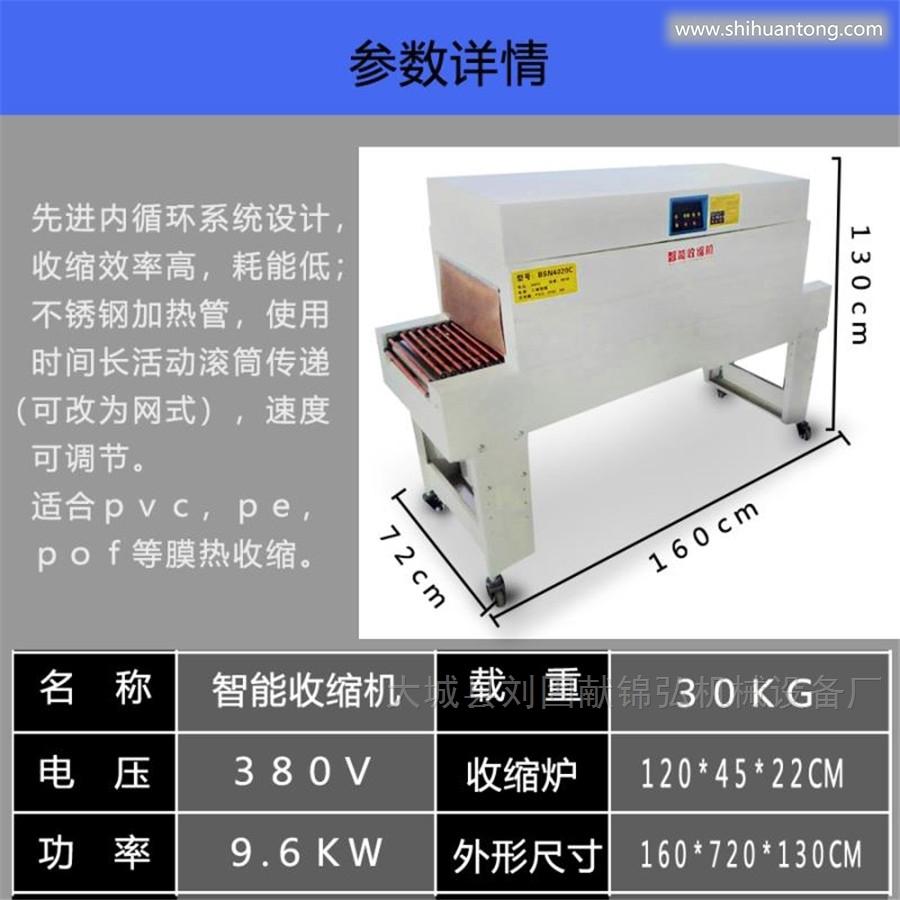
1、热收缩包装机和缠绕机相同因消耗功率很大,故输入电源的功率必须大于收缩机上的标称功率,否则容易烧毁线路或电器元件。
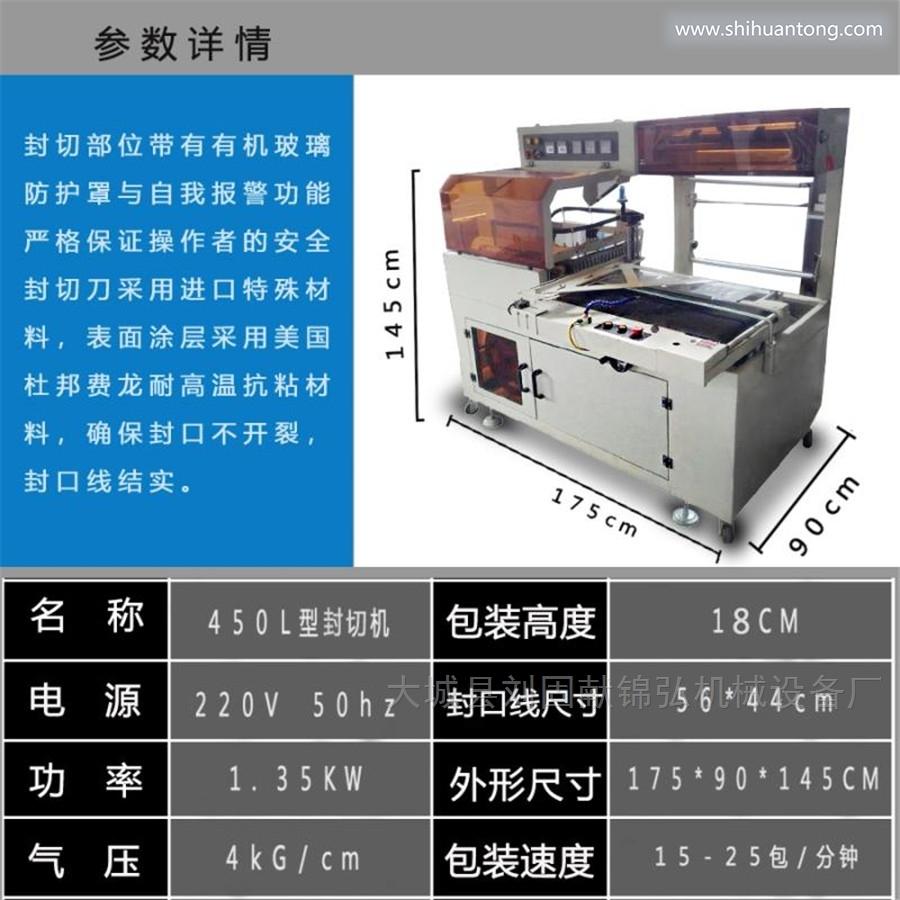
L型封切机和边封机的区别:
1.切刀不同:L型封切机切刀为L型,在封切的时候整个切刀都在运动。而边封机是有一个横刀在包装,侧刀侧是一直在封切状态。所以从封切原理上来讲两种切刀方式不同。
2.结构不同:L型封机虽与边封机外观相似。但是两种设备的结构完全不同。尤其是 切刀的动作原理两种相很远。
3.效率不同:这也是用来选择L型封切机和边封机 根本的区别方法。两种的工作效率完全不同。L型全自动封切机一分钟的工作效率在25包左右。边封切机的工作效率可以达到40包或更高。
4.包装尺寸不同;L型封切机因封刀都是固定的 在包装产品尺寸上有很大的限制。但是边封机因侧刀是一直在封切状态,所以对产品的长度没有限制的。封口牢固 且美观。手表热收缩包装机

 官方公众号
官方公众号 官方小程序
官方小程序
