






技术详情
一、技术背景
有机废水、氨氮废水广泛存在于冶金、化工、制药、印染等行业,是一种重要的工业污水,通常采用生化法处理。 但是一些工业废水,由于具有高盐分、高毒性、含酸碱、高浓度等特征,导致生化细菌难以存活,无法采用生化的方法处理。
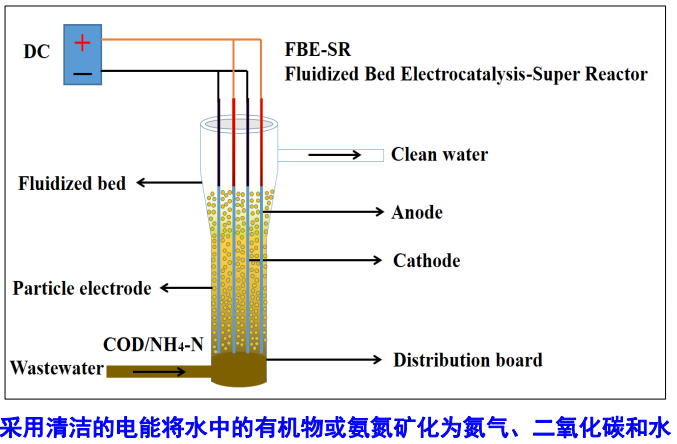
针对有机/氨氮废水这一难题,单位开发出FBE-SR电化学反应器,采用清洁的电能将废水中的有机物、氨氮矿化成二氧化碳、氮气和水。
二、技术特性
• 采用流化床结构,强化传质,大大提升污染物脱除效率
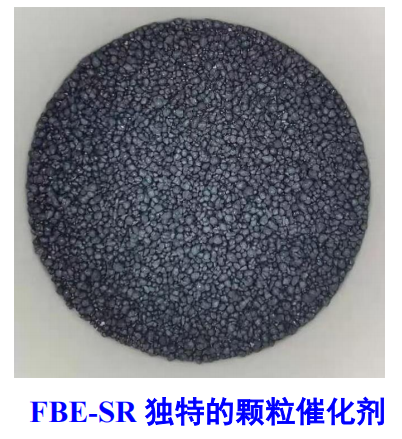
• 开发独特的颗粒催化剂,提高反应面积,强化污染物的脱除
• 优化钛涂层电极制备工艺,控制结晶过程,形成纳微尺度结晶,
• 彻底改善涂层微观龟裂缺陷,显著提升使用寿命和催化活性
三、应用方向
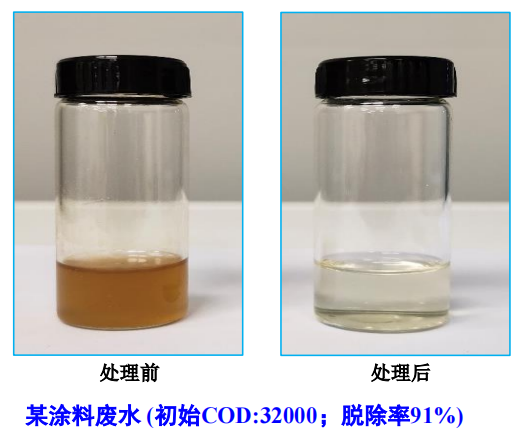
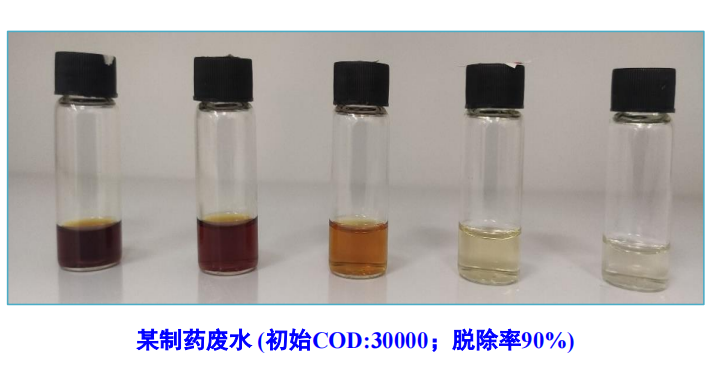
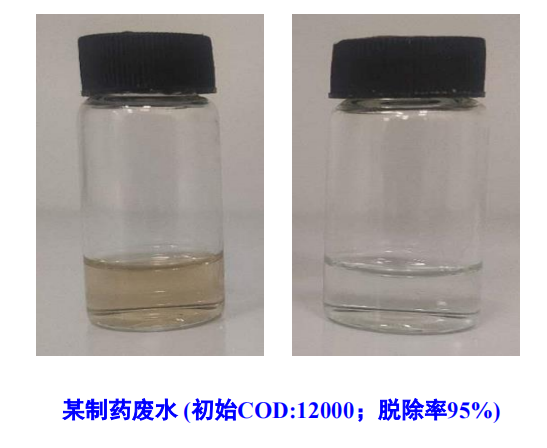
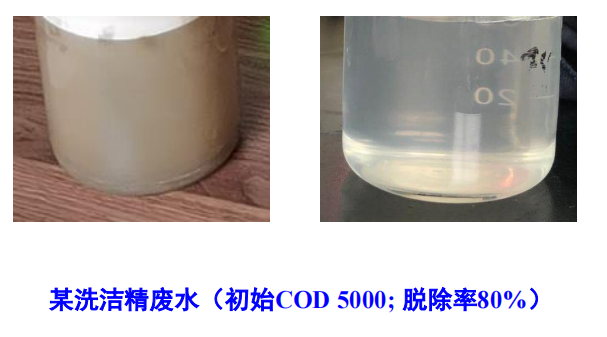
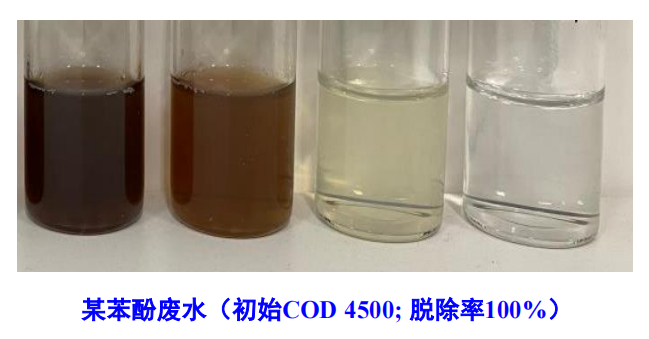
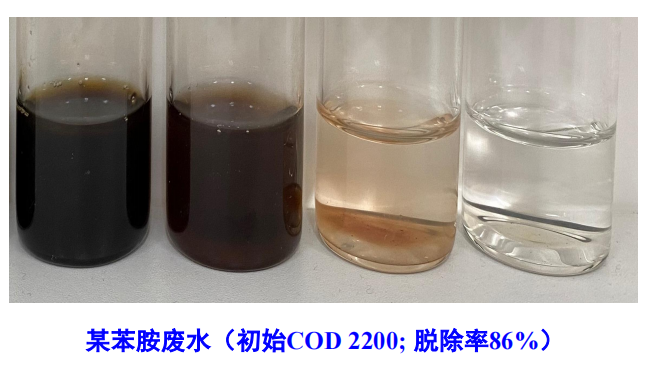
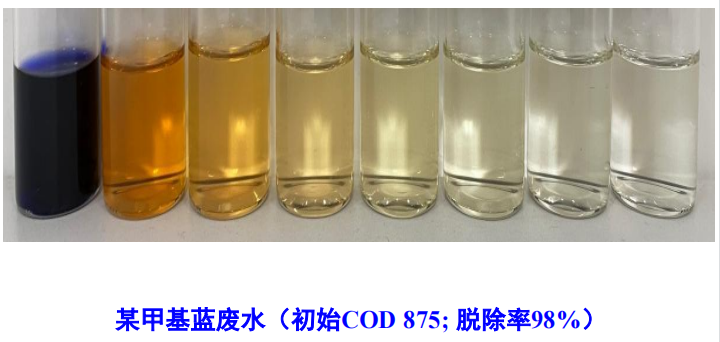
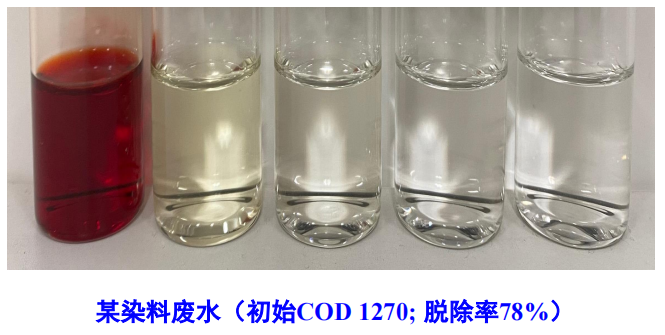
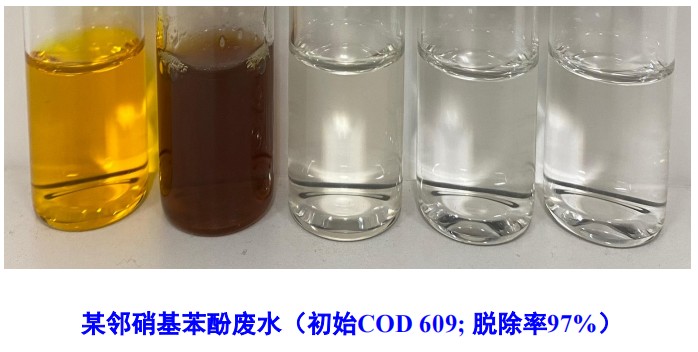
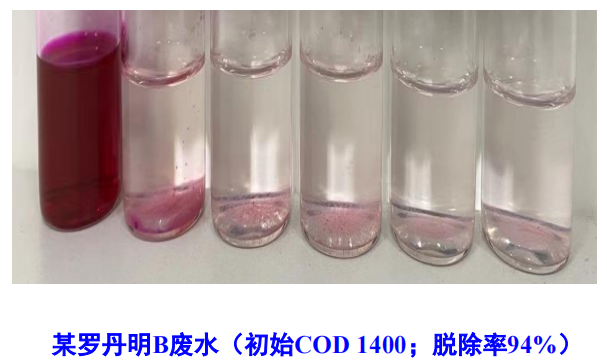
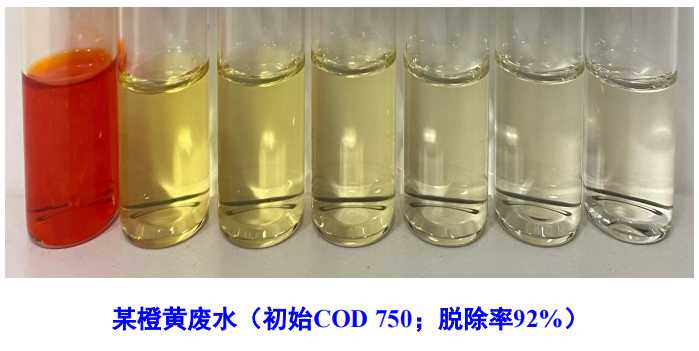
FBE-SR适用于涂料、制药、燃料、洗洁精、苯酚、苯胺、甲基橙、邻硝基苯酚、罗丹明B、橙黄、氨氮等废水的处理。 适用于高盐分、高毒性、含酸碱、高浓度难生化废水的处理。
定制服务:根据水成份的不同,开发定制化的FBE-SR设备,每吨水处理能耗2-30kWh,每吨水投资成本1~20元。根据水的具体成份,通过实验参数确定能耗及投资。

四、合作模式
已有成熟产品,可以采购;可根据水水成份的区别,开发定制化的FBE-SR设备,设备每吨水处理能耗2-30kWh,每吨水投资成本1~20元。可以根据水的具体成份,通过实验参数确定能耗及投资。




 官方公众号
官方公众号 官方小程序
官方小程序