






适用范围或应用领域:
大气污染物治理/VOCs治理
技术简介:
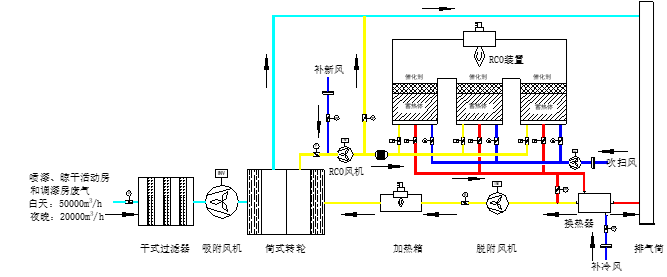
本技术为一种沸石转轮吸附-催化燃烧处理有机废气的系统,包括送风机、废气预处理过滤器、具有吸附区、冷却区和再生区的沸石转轮吸附床、再生气预热系统、再生气流量控制单元、PLC控制系统、催化燃烧床和排气装置;所述送风机进气管道上设有流量检测装置和浓度检测装置,所述再生气预热系统包括依次设有的第一换热器、炉膛气加热管道和第一加热器,所述再生气流量控制单元包括至少两台不同风量并联的再生风机组。本技术有益效果在于再生气预热系统在燃烧余热换热后设有炉膛气混合直接加热,大大提高了燃烧热能的利用率,节约了能源;采用多台不同风量并联的再生风机组,合理控制浓缩比,有效应对不同进气浓度的废气。
工艺路线及参数或技术原理
(1)沸石吸附转轮床由可控制转速的驱动器变频控制,并通过研究得到吸附区最佳吸附温度为20~40℃,再生区最佳脱附温度为150~200℃。
(2)研究的系统冷却区采用的冷却气流直接引自废气预处理过滤器与沸石转轮吸附床相连的废气管道,冷却气气流由再生气流量控制单元调节。再生气流量控制单元内并联的每台再生风机进气口和出气口管道上有流量检测装置;送风机进气管道上设有的浓度检测装置与PLC控制器相连,根据进气浓度的不同,由PLC控制器控制再生气控制单元以调节气流大小。
(3)第一股废气经过冷却区进行吹冷后,进入再生气预热系统,炉膛气加热管道出气口与第一加热器进气口相连的管道上设有热电偶,第一加热器出气口管道上设有热电偶,根据炉膛气混合加热后的气流温度调节炉膛气流量大小,进而调节第一加热器的使用功率。
(4)第一股废气经过再生气预热系统后,形成脱附气,对所述再生区进行脱附,脱附后废气浓度与进气浓度的浓缩比为10~20倍,再生区出气口管道上设有热电偶。
(5)催化燃烧床由第二换热器、第二加热器和催化燃烧炉依次组成,第二加热器与催化燃烧炉相连的管道上设有热电偶,根据加热后气流温度调节第二加热器使用功率;催化燃烧炉设有热电偶,随时反馈炉膛内温度。
(6)其特征在于,所述催化燃烧炉内催化剂采用蜂窝状贵金属催化剂,所述催化剂活性成分为Pd、Pt或Co等。
主要技术指标
废气中颗粒物执行《大气污染物综合排放标准》(GB16297-1996)中“表2新污染源大气污染物排放限值”;
油漆废气中二甲苯、总挥发性有机物和非甲烷总烃排放标准执行《重点工业企业挥发性有机物排放标准》(DB3301/T0277—2018);
无组织废气排放控制执行《挥发性有机物无组织排放控制标准》(GB37822-2019);
恶臭污染物参照执行《恶臭污染物排放标准》(GB14554-93)
技术特点:
(1)本项目设计的沸石转轮吸附-催化燃烧处理有机废气的系统,包括专属拉引废气的送风机,专属冷却废气、脱废气粉尘的废气预处理过滤器、专属集吸附脱附于一体实现废气浓缩的具有吸附区、冷却区和再生区的沸石转轮吸附床、专属预热再生气的再生气预热系统、专属调节废气浓缩比的再生气流量控制单元、专属自动控制整个系统运行的PLC控制系统、专属对废气进行催化燃烧反应的催化燃烧床和专属废气高空排放的排气装置。
(2)废气由进气管道进入,通过送风机经过废气预处理过滤器后分为两股,第一股废气由再生气流量控制单元调节流量,进入所述冷却区进行吹冷后,经过再生气预热系统加热后形成脱附气,对所述再生区进行脱附,形成的脱附浓缩废气通过再生风机组进入催化燃烧床,完成催化燃烧反应形成CO2和H2O,形成的高温气体经过第一换热器后由排气装置达标排放;第二股废气直接进入所述吸附区,由沸石进行吸附后直接经排气装置达标排放。
技术优势(重要亮点可用颜色标识)
(1)经过再生区的脱附气直接引自废气预处理过滤器出气口的管道,相比直接引空气进行脱附的技术,降低了整个系统的进气负荷且不会影响脱附效果。
(2)相比现有技术,本技术在再生气预热系统的换热器与加热器之间增设了炉膛气加热管道,在换热后增加了一道炉膛气混合直接加热的工序,不仅使催化燃烧热能的利用率大大提高,也降低了加热器所需要的使用功率,实现了节约能源的目的。
(3)再生气流量控制系统由多台不同风量的再生风机并联构成,再生风机及其前后设有的电磁阀和送风机进气管道上设有的浓度检测装置均与PLC控制器相连,根据不同的进气浓度可开启合适的再生风机以调节再生气的流量,从而控制脱附后废气的浓缩比,合适的浓缩比为10~20倍,多台再生风机并联的设计大大提高了系统对不同进气风量和浓度的有机废气的适用性。
设备组成
表1 主要设备组成
序号 | 系统名称 | 主要技术指标 | |
1 | 预处理过滤系统 | 预处理过滤器等 | |
2 | 沸石转轮吸附床 | 吸附区、冷却区和再生区等 | |
3 | 再生气预热系统 | 第一换热器、炉膛气加热管道和第一加热器等 | |
4 | 再生气流量控制单元 | 再生风机组等 | |
5 | 管道、管件 | / | |
6 | 阀门 | 手动球阀、气动挡板阀、气动蝶阀等 | |
7 | PLC控制系统 | PLC控制器等信号线、触摸屏及控制开关等 |
工程案例
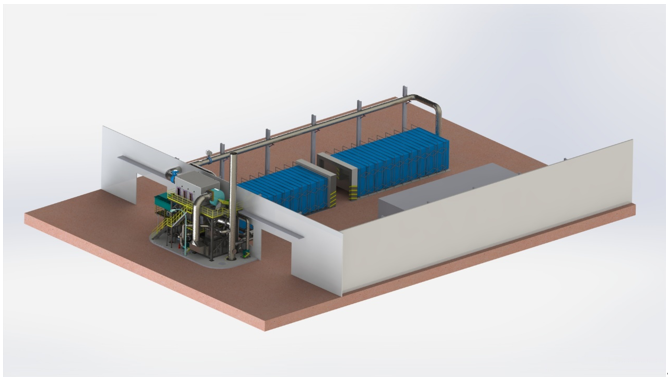
目前该技术已在浙江杭州某结构设备安装企业实施应用,该企业主要为杭氧股份有限公司空分产品生产配套,制造冷箱、平台梯子拦杆、管架、阀架、支架、地脚螺栓等,空分等级最大做到了十二万等级,达到国內外先进水平。
(1)项目概况
本项目为企业钢结构喷漆、晾干房和调漆室的废气收集及处理,主要污染物来源于富锌油漆(环氧底漆)、环氧防锈漆和稀释剂,该工段每年工作时间为250天,每天喷漆8h、晾干8h。
(2)处理规模:50000m3/h
(2)排放标准
废气中颗粒物执行《大气污染物综合排放标准》(GB16297-1996)中“表2新污染源大气污染物排放限值”;
油漆废气中二甲苯、总挥发性有机物和非甲烷总烃排放标准执行《重点工业企业挥发性有机物排放标准》(DB3301/T0277—2018);
无组织废气排放控制执行《挥发性有机物无组织排放控制标准》(GB37822-2019);
恶臭污染物参照执行《恶臭污染物排放标准》(GB14554-93)
表 1‑1大气污染物排放限值
污染物 | 最高允许 排放浓度 (mg/m3) | 最高允许排放速率 | 无组织排放监控浓度限值 | ||
排气筒(m) | 二级(kg/h) | 监控点 | 浓度(mg/m3) | ||
颗粒物 | 120 | 15 | 3.5 | 周界外浓 度最高点 | 1 |
二甲苯 | / | 15 | 1 | 1.2 | |
非甲烷总烃 | / | 15 | 10 | 4 | |
表 1‑2《重点工业企业挥发性有机物排放标准》大气污染物排气筒污染物排放限值
污染物项目 | 行业 | 排放浓度(mg/m3) | 最低去除效率 |
甲苯与二甲苯合计 | 工业涂装 | 10 | 90% |
总烃 | 50 | ||
挥发性有机物 | 120 |
注:排气筒高度不低于15米
表1‑3《重点工业企业挥发性有机物排放标准》厂界大气污染物监控点浓度限值
序号 | 污染物 | 浓度限值 |
1 | 非甲烷总烃 | 4 |
表 1‑4《恶臭污染物排放标准》(GB14554-93)
控制项目 | 厂界无组织监控限值 (mg/m3) | 排放浓度 | |
排气筒高度(m) | 排放量(kg/h) | ||
臭气浓度 | 20(无量纲) | 15 | 2000(无量纲) |
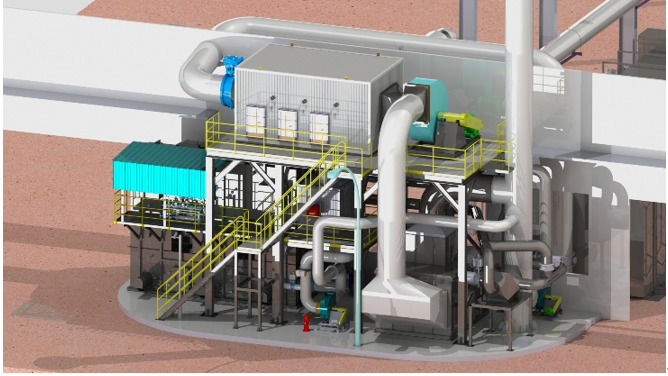
(4)处理工艺
干式过滤+沸石转轮吸脱附+三室RCO+高空排放,处理风量50000m3/h,
油漆废气回收率达到96%以上(其中臭气浓度的去除效率90%以上),油漆废气净化率达到95%以上。
(5)安装照片



专利成果






 官方公众号
官方公众号 官方小程序
官方小程序