





1、适用范围或应用领域
该技术适用于煤化工、钢铁、焦化、兰炭等行业的废水处理,可处理COD 4000-30000 mg/L、污染成分复杂、难生物降解的工业废水。
2、工艺路线及参数或技术原理
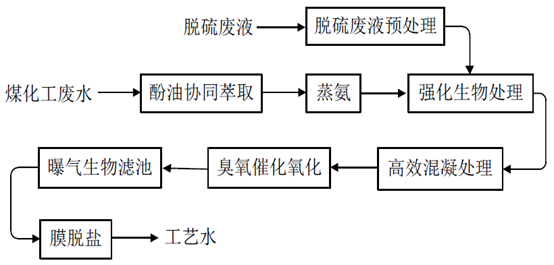
针对煤化工废水成分复杂、酚油共存、难生物降解的特点,通过添加高效酚油萃取剂,提高废水中单元酚、多元酚、杂环化合物和多环芳烃的萃取率,同时回收酚、油等资源。
针对脱硫废液,投加高效脱硫脱氰药剂,经真空碳酸钾脱硫废液解毒处理工艺,实现脱硫废液解毒预处理。经过预处理后的废水通过强化生物脱碳脱氮过程,难降解有机污染物和COD得到去除。生化处理的出水加入高效絮凝剂,通过混凝作用使COD、色度和总氰得到去除,实现总氰达标。混凝出水使用臭氧作氧化剂,在高效专用催化剂作用下,将难降解有机物选择性氧化分解,深度去除COD、色度、苯并芘等物质,出水满足国家和地方排放要求。臭氧出水采用“超滤-反渗透-电渗析”多膜组合脱盐处理方式,有效提高淡水产率,提高煤化工废水浓缩倍数和浓水含盐量。
3、主要技术指标
进水:COD约6000 mg/L,氨氮约3000 mg/L,挥发酚1100 mg/L,氰化物50 mg/L,苯并芘1000 μg/L。
出水:COD<50 mg/L,氨氮<5 mg/L,挥发酚<0.1 mg/L,氰化物<0.2 mg/L,苯并芘<0.02 μg/L。
满足国家《炼焦化学工业污染物排放标准》(GB16171-2012)、《钢铁工业水污染物排放标准》(GB13456-2012)、辽宁省《污水综合排放标准》(DB21/1627-2008)的限值要求。
处理效果:污染物去除率达99%以上。 运行成本:吨水运行成本约14~17元/吨。
环境影响:无二次污染,环境效益显著。
4、技术特点
该工艺设备自动化程度高,运行过程中可实现自动调节;处理废水效果好,运行稳定,保证了出水的稳定达标排放,也实现了工业废水的零排放。
5、技术优势
以煤化工废水全过程污染控制为思路,研发煤化工废水资源化处理与回用技术,解决了工业废水达标排放与回用的难题。与传统技术相比具有以下优势:
1、经过“预处理-生物处理-深度处理”,实现处理后COD、氨氮、总氰、苯并芘等指标满足相关国家标准、行业标准和地方标准要求,色度降低10倍以上,淡水回收率稳定达到85%以上,实现了废水达标与回用。
2、该技术的吨水处理成本较目前传统技术处理成本降低10%以上。
3、该技术已在鞍钢、邯钢、重钢、沈煤集团、河南中鸿等国内诸多工业企业实施应用,解决了钢铁、煤焦化、煤气化、能源化工等行业的废水污染难题,保障了企业的可持续发展。
4、该技术对于所在流域水环境质量改善具有积极作用,能够有效改善周边人居环境,提高人民生活质量,具有显著的环境效益与社会效益。
6、设备组成
本技术包含的主要设备有酚油协同萃取塔、精馏脱氨塔、生物耦合强化脱氮系统、高效混凝脱氰设备、非均相臭氧催化氧化设备、曝气生物滤池、多膜组合脱盐系统等。
7、工程案例
煤化工废水资源化处理与回用技术是集“预处理-生物处理-深度处理”一体的工业废水处理技术,废水经酚油萃取/脱硫脱氰预处理、强化生物处理、臭氧催化氧化、膜脱盐处理后,出水满足国家标准、行业标准和地方标准,在国内大型钢铁、煤化工、焦化企业得到广泛应用。
该煤化工废水资源化处理与回用技术是与中科院过程所共同合作开发的创新技术,拥有自主创新的专利技术,具有操作简便、自动化程度高、设备运行稳定、处理效果良好、不存在二次污染等优点,已在武汉钢铁集团、攀钢集团、鞍钢鲅鱼圈、邯钢、平煤、沈煤集团等企业建立近30套示范工程,得到用户的一致肯定。
经过多个项目的应用实践,证实该技术工艺成熟、运行稳定可靠,具备大范围工程化应用的实力,可以在全国煤化工、钢铁、焦化、煤气化、新能源化工等行业废水处理方面推广应用。








